在散料输送系统中,落料点的冲击是导致输送带纵向撕裂和托辊损坏的主要原因。很多现场反馈缓冲效果不佳,往往不是产品本身的质量问题,而是安装精度与选型匹配度出现了偏差。作为拥有多年制造经验的中瑞重工(Zoomry),我们整理了以下核心技术规范,供现场技术人员参考。


一、安装精度的核心指标
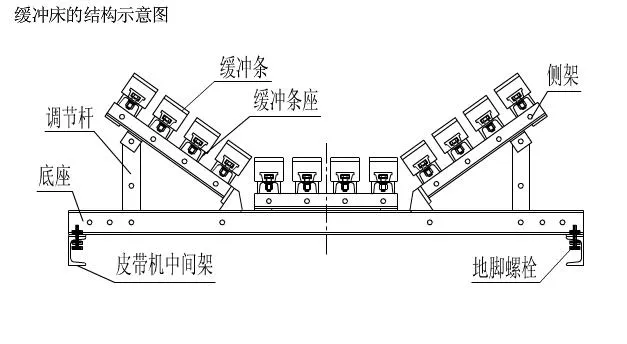
缓冲床并非简单的“放置”在输送机上,其安装位置必须满足以下公差要求:
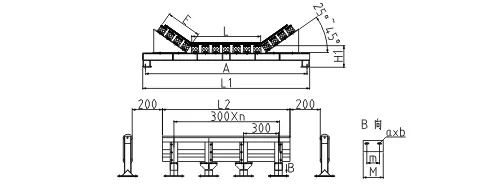
- 高度差控制:缓冲床的上表面(耐磨层顶面)必须低于两侧过渡托辊组的最高点。一般建议落差控制在2mm-5mm之间。若缓冲床过高,会阻碍皮带运行,增加电机负荷;若过低,则无法承接物料,导致皮带直接撞击钢结构。
- 中心线重合:缓冲床的中心线必须与输送机中心线严格对齐,偏差通常不应超过±3mm。任何角度的偏斜都会导致皮带在落料点发生跑偏,进而磨损缓冲条边缘。
二、结构选型的技术差异
市面上的缓冲床结构各异,但在应对高冲击工况时,结构的合理性至关重要。
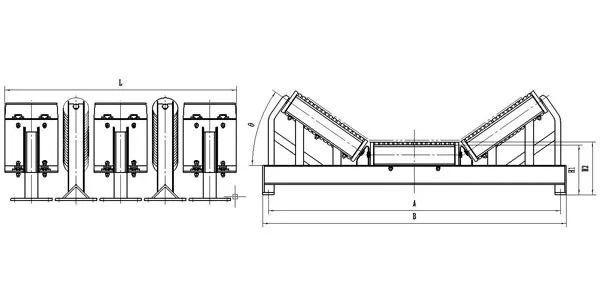
- 支撑梁间距:传统的缓冲床支撑梁间距较大,容易导致皮带在受力时产生凹陷变形。中瑞重工在设计时,通常会根据落料高度和物料比重,加密支撑梁的分布,确保皮带在承受大块物料冲击时保持平整,减少应力集中。
- 耐磨层的固定方式:普通产品多采用机械卡扣或胶水粘贴,在长期震动下容易脱落。我们推荐采用硫化结合工艺,将超高分子量聚乙烯(UHMWPE)板与橡胶层融为一体。这种工艺不仅结合力强,还能有效防止物料嵌入缝隙划伤皮带。
三、维护周期的判断标准
不要等到皮带磨穿才更换缓冲条。建议建立以下检查机制:
- 磨损极限:当耐磨层厚度磨损至原厚度的1/3或出现贯穿性裂纹时,必须立即更换。
- 清理积料:虽然缓冲床设计有排料空间,但粘性物料(如湿煤、粘土)仍可能堆积。定期清理不仅能防止皮带跑偏,还能避免积料硬化后对皮带造成二次损伤。
通过规范化的安装与维护,可以显著延长输送带的使用寿命,降低综合运维成本。了解更多缓冲床安装指南,掌握更多安装细节与避坑要点。

需要缓冲床选型或安装指导?
提供您的物料特性、落料高度和皮带参数,工程师为您匹配最合适的缓冲床配置与安装方案。
联系工程师 



 更新时间:2026-07-17
更新时间:2026-07-17
 点击次数:
点击次数:
 当前位置:
当前位置: 




